Ultrasonic Air-Coupled Inspection of Advanced Material
Jan O. Strycek and Hanspeter Loertscher
QMI Inc., 5442 Oceanus Drive, Huntington Beach, CA 92627
Email:sales@qmi-inc.com, Web: http://www.qmi-inc.com/
Introduction
The increase in manufacturing of composite material and its use in the aircraft and
infrastructure industries has lead to a growing need for nondestructive testing. One of
the techniques used for material characterization during and after the manufacturing
process is noncontact ultrasonics. Excellent results have been obtained with the
air-coupled ultrasonic technique using resonant transducers at 400 kHz. This technique is
now widely used for C-scan ultrasonic testing of composite laminates, honeycomb
structures, circuit boards, as well as for process control in pultrusion manufacturing.
Compared to the frequencies of 1 MHz and higher used in most contact ultrasonic
applications, the 400 kHz of the air-coupled technique may be considered relatively low.
Nevertheless, a lateral resolution of about 0.040 in. (1 mm) is achieved, due to the
focusing effect of the air-coupled transducers. Such resolution has proven more than
adequate for virtually all applications.
On the other hand, the aircraft industry is using more and more highly attenuative
materials, such as foam sandwich structures and honeycombs. It is often impossible to
penetrate most of these materials using frequencies of 400 kHz and higher. This has
brought new challenges to the testing instrumentation. The main losses of foam material
are very likely caused by beam scattering. Such losses are known to depend strongly on the
frequency and increase with the fourth power of the frequency. It can therefore be
expected that by using ultrasonic frequencies which are even lower than 400 kHz, it might
be possible to penetrate through foam structures.
This paper demonstrates first results using an air-coupled ultrasonic testing technique
at 50 kHz. C-scan images and lateral resolutions are compared to the 400 kHz and water
coupled techniques. The 400 kHz air-coupled instrument [2] was modified to adapt to
commercially available range finder transducers at 50 kHz for C-scanning. The benefits of
using C-scans at two different wavelengths are demonstrated on porous materials. C-scans
of foam blocks and of a foam sandwich are also shown, demonstrating the capability of the
50 kHz low frequency air coupled technique.
Transducers and Configurations
The SONDA 007 Airscan system, which is used to drive the resonant transducers at 400
kHz with a toneburst is described elsewhere [1, 2]. The instrument was modified to accept
the electrostatic transducers, by supplying the appropriate DC voltage, while maintaining
all the features for the 400 kHz technique. The electrostatic transducers are flat, with a
diameter of 11/2 in. They have a transmit and receive response which varies within 10 dB
between 50 and 100 kHz, and a beam angle of about 30 degrees. Further information and a
review of air-coupled transducers can be found in [1].
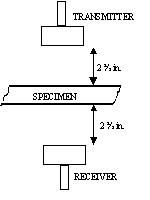 Fig 1a: 50 kHz transducers in through-transmission |
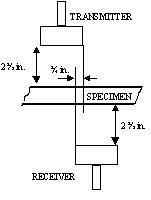 Fig 1b: 50 kHz transducers in 'displaced' through-transmission |
Various configurations of the 50 kHz transducers were investigated. In
the through-transmission configuration, both transducers were mounted to produce a beam
perpendicular to the surface and at a distance of 21/2 in. (Figure 1a.). In a quasi
"focused" configuration the transducers in the through-transmission
configuration were displaced laterally, so that that the ultrasonic beam was only
marginally intersected by the receiver (Figure 1b.). For one-sided plate wave applications
the transducers were placed at a distance of about 1/2 in. from the surface, separated
from each other by a distance of 8 in., and produced a beam with an angle of 10 degrees
from the vertical to the surface (Figure 2).
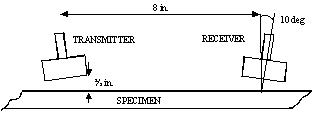
Fig 2: Alignment of the 50 kHz transducers for one-sided plate wave
inspection |
Lateral Resolution
A thermoset carbon fiber composite panel, measuring 20 in. by 20 in., having a
thickness of 1/4 in. with artificially built in defects was scanned using various
techniques. The artificial defects consisted of teflon inserts, measuring from 1/16 in. to
3/4 in. in diameter. These inserts were 4 in. apart and arranged in a 5 x 4 grid. All
scans were performed at a speed of 6 in./sec, with a step size of 0.030 in.
The first scan was used to establish a baseline and was performed using water squirters
and 21/4 MHz transducers. The resulting C-scan image is shown in figure 3. The smallest
inserts, measuring 1/16 in. and even slightly less, are still resolved in column 2, 3, and
4 of row 4.
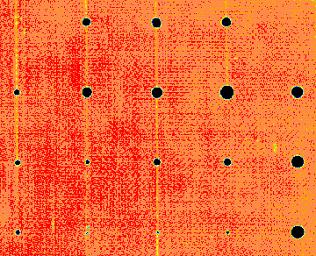 Fig 3: C-scan image with
water squirters at 2.25 MHz. Teflon inserts measuring 1/16 in to 3/4 in at 4 in.
distances. Fig 3: C-scan image with
water squirters at 2.25 MHz. Teflon inserts measuring 1/16 in to 3/4 in at 4 in.
distances.
|
Figure 4 shows a C-scan image performed with the resonant air coupled and focused
transducers at 400 kHz in through transmission. Please note that despite the lower
contrast and the lower frequency, the smallest Teflon inserts in row 4 can still be
detected.
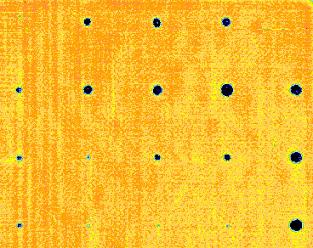 Fig 4: C-Scan image
performed with 400 kHz air-coupled transducers. The smallest resolved Teflon inserts in
the bottom row measure 1/16 in. in diameter. Fig 4: C-Scan image
performed with 400 kHz air-coupled transducers. The smallest resolved Teflon inserts in
the bottom row measure 1/16 in. in diameter.
|
The C-scan image shown in figure 5 was performed with the 50 kHz transducers in through
transmission, aligned as shown in figure 1a. As can be expected, due to the large diameter
of 1.5 in. of these transducers and to the low frequency, the lateral resolution is
significanly less than in the previous scan. The inserts of 1/2 in diameter in the top row
are at the limit of resolution. The largest insert of 3/4 in diameter is clearly resolved,
which is still only half the transducer diameter.
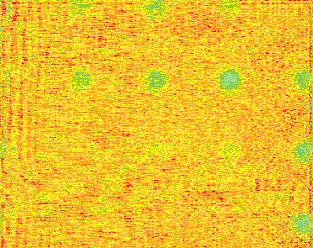 Fig 5: C-Scan image
performed with 50 kHz transducers in straight through-transmission. Teflon inserts
with diameters less than 1/2 in. cannot be resolved. Fig 5: C-Scan image
performed with 50 kHz transducers in straight through-transmission. Teflon inserts
with diameters less than 1/2 in. cannot be resolved.
|
For the C-scan of figure 6, the 50 kHz transducers were laterally displaced as shown in
figure 1b, where the receiver captures only a small part of the transmitted ultrasonic
beam. The result is improved resolution and higher contrast: 3/8 in. inserts in row 3 can
be resolved.
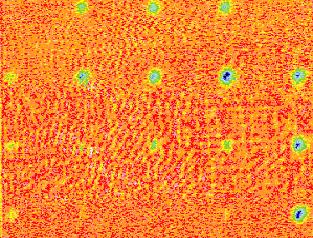 Fig 6: C-Scan image
performed with 50 kHz transducers, in laterally displaced, in through-transmission.Teflon
inserts with diameters less than 3/8 in. cannot be resolved. Fig 6: C-Scan image
performed with 50 kHz transducers, in laterally displaced, in through-transmission.Teflon
inserts with diameters less than 3/8 in. cannot be resolved.
|
Frequency Dependant Tramission
Two carbon-carbon silicon carbide coated (SiC) panels having a thickness of 1/8 in.,
which were fabricated during an R&D stage, were tested ultrasonically with air-coupled
transducers at two different frequencies. The C-scans were performed at a speed of 6
in./sec, with a step size of 0.030 in.
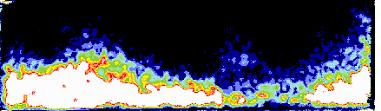
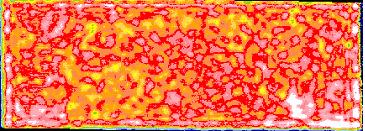
Figure 7 shows two C-scans from a 6 in by 8 in section of a Silicon carbide coated
panel. The C-scan of figure 7a was produced using the 400 kHz focused transducers, while
the C-scan of figure 7b was produced with the 50 kHz eletrostatic unfocused transducers.
Note the dark blue area in the center of figure 7a. Such an area could be indicative of
intermittant voids. The same area, however, appears much lighter and green in figure 7b.
It follows from the applied color code, that the dark blue area of figure 7a has a
transmission of about 10% of the maximum amplitude (white spots), while the same area in
figure 7b has a transmission amplitude of about 25% of the maximum transmitted amplitude
(dark red spots). Such a frequency dependant transmssion is indicative of an increased
porosity rather than of intermittant voids. The increased porosity was subsequently
confirmed through destructive testing.
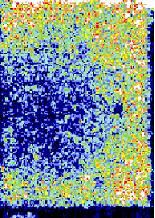 Fig 7a: C-Scan image of a
6 in x 8 in. section of a SiC panel scanned with 400kHz air-coupled transducers. Fig 7a: C-Scan image of a
6 in x 8 in. section of a SiC panel scanned with 400kHz air-coupled transducers.
|
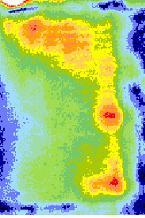 Fig 7b: C-Scan
image of a 6 in x 8-in. section of a SiC panel scanned with 50kHz air-coupled transducers. Fig 7b: C-Scan
image of a 6 in x 8-in. section of a SiC panel scanned with 50kHz air-coupled transducers.
|
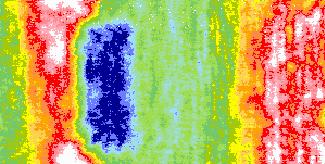
Another development panel, measuring 6 in. by 12 in., was also scanned twice, first at
400 kHz, and then at 50 kHz. The C-scans are shown in figure 8.
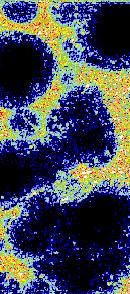 Fig 8a: C-Scan image of a
6 in x 12 in. section of a SiC panel scanned with 400kHz air-coupled transducers. Fig 8a: C-Scan image of a
6 in x 12 in. section of a SiC panel scanned with 400kHz air-coupled transducers. |
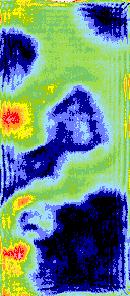 Fig 8b: C-Scan image of a
6 in x 12 in. section of a SiC panel scanned with 50kHz air-coupled transducers. Fig 8b: C-Scan image of a
6 in x 12 in. section of a SiC panel scanned with 50kHz air-coupled transducers. |
Note the similarities and the discrepencies between the above C-scans. The dark blue
areas, which both scans have in common (transmission not frequency dependant), are
interpreted as delaminations. The red areas in figure 8b, which correspond to dark blue
spots in figure 8a (transmission frequency depandant) are interpreted as areas of
increased porosity.
C-Scanning of Foam Structures
Through-transmission
A rectangular block of foam, having a density of 75 kg/m3, and measuring x = 13
in. in length, with width and height y = z = 3.8 in. , was scanned with the 50 kHz
electrostatic transducers (see figure 1a). The scans were performed in the two planes of
the surfaces x-z, and x-y, which are perpendicular to each other. Both scans were
performed with step sizes of 0.020 in. and at a speed of 6 in./sec.
Figure 9 shows the two scans in the two planes which are perpendicular to each other.
The dark areas along the borders of the part are due to the mechanical support structure
and have no further meaning. The dark line in the upper part of figure 9a is caused by a
visible line of a delamination, laying in the x-y plane, and which is seen from the top.
This same delamination is seen from the side in the scan in the x-y plane of figure 9b as
a large dark area.
 Fig
9a: C-Scan of a 13 in. x 3.8 in. foam block at 50 kHz. Shown is the scan in the x-z. Note
the dark line on top (arrows) and adjacent to the bright, white-red central line. Fig
9a: C-Scan of a 13 in. x 3.8 in. foam block at 50 kHz. Shown is the scan in the x-z. Note
the dark line on top (arrows) and adjacent to the bright, white-red central line. |
 Fig
9b: C-Scan of a 13 in. x 3.8 in. foam block at 50 kHz. Shown is the scan in the x-y. Note
the large dark area in the upper part of the scan. Fig
9b: C-Scan of a 13 in. x 3.8 in. foam block at 50 kHz. Shown is the scan in the x-y. Note
the large dark area in the upper part of the scan. |
A second foam block of the same material, measuring 13 in. x 2.5 in. x
4.75 in. (x.y.z) was scanned in the x-z plane. The C-scan was performed with the 50 kHz
electrostatic transducers in through-transmission ( see figure 1a), at a speed of 6
in./sec and with a step size of 0.020 in. and is shown in figure 9. Note the homogeneous
through-transmitted amplitude. Again, the dark borders are due to the mechanical
supporting structure.
 Fig
10: C-Scan of a 13 in. x 2.5 in. x 4.75 in. foam block at 50 kHz. Shown is the scan along
the larger surface x-z. Note the homogeneous through-transmission amplitude. Fig
10: C-Scan of a 13 in. x 2.5 in. x 4.75 in. foam block at 50 kHz. Shown is the scan along
the larger surface x-z. Note the homogeneous through-transmission amplitude. |
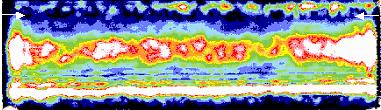
Testing from one side
A foam sandwich structure, consisting of a 2 in. thick, very low density foam layer bonded
to an aluminum plate, was C-scanned with the 50 kHz transducers mounted on the foam side
according to figure 1b. This configuration, often referred to as the "plate
wave" configuration, is generating a plate wave in the aluminum plate after having
penetrated the foam layer. This plate wave is received after traversing the foam layer a
second time.
The C-scan of this one-sided inspection is shown in figure 11. The transducers were
aligned along the long image side, which was the scan axis. The scanned area measures 12
in. x 6 in. and was scanned with a step size of 0.040 in., at a speed of 6 in./sec. The
dark area is indicative of a nonbond.
 Fig
11: C-Scan performed from one side (in a plate wave configuration) of a 2 in. thick foam
layer bonded to an aluminum substrate, using 50kHz air-coupled transducers. Fig
11: C-Scan performed from one side (in a plate wave configuration) of a 2 in. thick foam
layer bonded to an aluminum substrate, using 50kHz air-coupled transducers. |
Conclusions
Powerful, air coupled electrostatic transducers in the frequency range of 50 to 200 kHz
have been available at least since 1980 [1,2]. They did not, however, find wide spread
application in nondestructive testing until recently. This is possibly due to the low
lateral resolution inherent to this low frequency, and possibly because resonant
transducers at 400 kHz have demonstrated much higher lateral resolution.
With the increasing application of foam and other very highly attenuative materials in
the aerospace and infrastructure industries, the demand for a nondestructive testing
method for these materials has grown dramatically. It is usually very hard or practically
impossible to penetrate such materials with 400 kHz ultrasound. The 50 kHz electrostatic
transducers provide a solution. It was shown that the lateral resolution of about 1/2 in.
is well accepted by the manufacturers, and that one-sided testing of sandwich structures
is an effective testing method. It was further demonstrated, that using both frequencies,
increased porosity could be distinguished from delaminations and intermittant voids.
Performing C-scans at 400 kHz as well as at 50 kHz provides a powerful tool in the
evaluation of indications.
Further investigations about the application of air coupled ultrasound at different
frequencies are in progress.
References
- Grandia, W.A., and Fortunko, C.M.: NDE Applications of Air-Coupled Ultrasonic
Transducers. 1995 IEEE International Ultrasonic Symposium, Seattle, Washington,
Proceedings, Vol 1, pp. 697-709, ISSN 1051-0117
- Sales brochure SONDA 007 and Manual from QMI Inc.Huntington Beach, CA 92649
- Biber, C., et al.: The Polaroid Ultrasonic Ranging System, presented at the 67th
Convention of the Audio Engineering Society, Oct. 31 - Nov. 3, 1980
 Fig 3:
Fig 3: Fig 4:
Fig 4: Fig 5:
Fig 5: Fig 6:
Fig 6: Fig 7a:
Fig 7a:  Fig 7b:
Fig 7b: Fig 8a:
Fig 8a: Fig 8b:
Fig 8b: