
High Speed Large Area Scanning using Air-Coupled Ultrasound
J.O.Strycek, H.P.Loertscher
QMI Inc., 5442 Oceanus Drive, Huntington Beach, Ca 92627 USA
S.Starman
Starmans Electronics, V Zahradach 24 / 836, 180 00 Praha 8, Czech Republic
|
High Speed Large Area Scanning using Air-Coupled UltrasoundJ.O.Strycek, H.P.Loertscher |
Ultrasonic air-coupled testing developed over the last two decades has enabled novel testing solutions and automated inspection systems. Prime examples include online process control and post process inspection of composite materials such as; composite pultrusions (Ref.1), prepregs, tows, honeycombs, and composite textiles (Ref.2). In this article, a very high speed scanning system for testing of a large bonded structures and honeycombs will be discussed.
Keywords: Ultrasonic Air-coupled Through-transmission, Multichannel, Digital Signal Processing, Piezoceramic Transducers, Flatbed Scanner with Conveyor Belts, Linear servomotors with magnetic tracks.
Ultrasonic air-coupled multi-channel instrumentation enables very high speed scanning when compared to conventional water-jet (squirter) systems. The upper practical velocity limits with water jets is approximately 30 inches/sec. (75cm/sec). Most conventional ultrasonic water jet systems used in the testing of large aerospace structures utilize a gantry-type scanner with parts oriented vertically. Typically, the system comprises a single-channel ultrasonic instrument with one pair of transducers arrayed in through-transmission configuration. Water squirted at the part runs off the part, to a tank beneath for collection and recirculation. If instead the part is oriented horizontally, extra care must be taken in order to avoid accumulation of water in the parts cavities & water absorption through the parts edges (edge de-lamination & open edge cracks).
It is very difficult to construct and use multi-channel water jet systems, due to the proximity of the transducers vs. the relatively high velocity of sound in water (1500m/s). With the powerful signals transmitted through the part, and carried as guided waves to the adjacent transducers, it becomes very difficult to separate unwanted signals from the useful ones. In most cases it is impractical to increase the spacing between transducer pairs sufficiently to delay the unwanted signals, because of mechanical limitations. Systems that required multiple channels in order to decrease throughput time were typically limited to two channels, with large spatial separation required between the transducer pairs.
 Fig 1: Flatbed Scanner Layout Fig 1: Flatbed Scanner Layout |
One facility, which had employed two single channel water jet systems, had struggled with bottlenecks in their production for many years. Their inspection throughput time (representative throughout this industry) for a wing section of 10.5m x 3m (35' x 10') was 10-11 hours. In response to the needs of this client, this new Multi-Channel Air-Coupled Ultrasonic Flatbed Scanning Systemâ was developed (Fig.1 and Fig. 2).
 Fig 2: Flatbed Scanner Fig 2: Flatbed Scanner |
 Fig 3: Representative Transducer Array Fig 3: Representative Transducer Array |
This system employs 8 channels of 400kHz Airscanâ transducers, with a focal spot diameter of less than 1mm, which produce images with resolution comparable (or even superior) to conventional systems employing 1-5MHz squirter transducers (Ref.3). These transducer pairs are located within 4" of one-another (center-to-center), but due to the much lower velocity of sound through air, cross-coupling of the signals is no longer troublesome (Fig. 3, 4 and 5). Additionally, improvements in (PC card) digital instrumentation with pulse repetition rates of greater than 1kHz yield very high scanning speeds previously unobtainable.
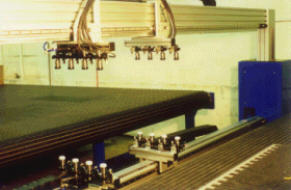 Fig 4: Scanning Beams Fig 4: Scanning Beams |
 Fig 5: Aircoupled Transducers Fig 5: Aircoupled Transducers |
The instrument (Fig. 6) offers precise tuning of the transmitter drive frequency from 30kHz to 1MHz in 1kHz increments, pulse width continuously variable from 0 to 100% (in 1% increments), choice of single-pulse or toneburst excitation of up to 50 cycles. The pulser driver voltage is continuously variable from 200V to 1200V PK-PK. The receiver offers analog filters for each frequency range as well as wide-band filters: also, digital FIR filters can be used. Cross-correlation filters are used for time-of-flight measurements. All 8 channels may be free-run or slave-synchronized to any other channel. The instrument is operated by PC software with either color-coded display of all channels on one screen panel, or on eight independent panels. All control parameters may be set for one channel, then copied to all others. The instrument has 16 analog outputs; eight amplitude, & eight time-of-flight. There is also a high-speed RS-422 output for future Acousto-Ultrasonic (AU) work.
 Fig 6: Digital Air-coupled System Fig 6: Digital Air-coupled System |
For the first time in this industry, high-speed linear servo-motors running on magnetic tracks have been employed. These tracks are built on two high-rigidity aluminum profiles, each 4 meters (13 feet) long, mounted horizontally, one above the other. The vertical spacing between beams is adjustable, providing from 0-80" clearance between transducer pairs. Each track has two carriages on which 4 transducers are mounted, with the upper beam supporting the transmitters & the lower beam supporting the receivers. The carriages are capable of phenomenal acceleration, and velocities of up to 5 meters/sec. (16.25 feet/sec) without any hysterisis or backlash. The pairs of carriages may be moved together or independently, along the axis transverse to that of the parts' motion.
Part motion is provided by four each 6 meter (19.5 ft.) long x 3 meter (9.75 ft) wide conveyer belts, each belt having a soft rubber compound surface in order to positively grip the part without abrading the parts' surface. This axis of motion may be either indexed or continuous, at rates of up to 254mm/sec. (10"/sec), with all conveyors synchronized.
In this application, a wing section 10.5m x 3m - comprised of a metallic bonded assembly, with or without honeycomb sections, and some composite sections, is placed on the conveyor. The conveyor moves the part through the high-speed scanner in 22 minutes, as opposed to the 10 to 11 hours previously required in squirter testing. Normal throughput for this system is 70 square meters/hour, but can be increase to a realistic maximum of 350 square meters/hour (resolving a flaw size of 7mm x 7mm). The data acquisition system collects the signals from all 8 channels, and interleaves them to form a seamless C-scan image.
Conventional systems are averaging 3.5 square meters/hour, and the fastest laser-based systems average 6.5 square meters/hour. In comparison, the High-Speed Air-Coupled Ultrasonic Inspection System is 20 to 100 times faster. This increased speed comes with a reduced price by virtue of the simplification of the mechanical system vs. conventional systems.
Non-Contact Air-Coupled Ultrasonic Inspection has enabled the testing of structures without risk of contamination, and with its practical multi-channel capability is doing so at rates previously unobtainable. The Flatbed Scannerâ can also provide for the testing of cylindrical structures on the same scanner as used for flat parts, with relatively small modifications to the existing system design, making the Flatbedâ system much more versatile. Currently the system provides for both TTU and Platewave (single-sided) inspection (Ref.4) of a variety of engineered materials. Additionally, these systems will be expandable with future Acousto-Ultrasonic software and Neural Networks providing signal pattern recognition comprised of joint time/frequency domain data for the analysis of fatigue and bond-line strength (Ref.5).
The authors wish to express their sincere thanks to Kevin Simkins, Michael Santana, Jay Amos from Cessna Aircraft , Wichita, Kansas for all their help. Also, many thanks for the support by QMI's P.Grandia, B.Grandia and N. Armstrong.